آنالیز ارتعاشات امروزه بخش جدایی ناپذیر تمام صنایع ازجمله نفت، گاز، پتروشیمی و فولاد است. بهره گیری از این روش توسط صنایع بزرگ مهر تاییدی بر کارآمد بودن این روش در کاهش توقف تولید و هزینه ها و در نتیجه افزایش تولید و درآمد می باشد. تعمیر و نگهداری برای هر تجهیز و در هر کارخانه ای امری ضروری است. تعمیر و نگهداری شامل سه فرآیند اصلی یعنی پیش بینی، پیشگیری و تعمیر خرابی است. این فرآیندها تقریباً توسط همه کارخانهها اتخاذ میشوند و با تعمیر و نگهداری پیشگیرانه (PM) به خوبی پیش میروند، اما نمیتوان به طور کامل تعمیر و نگهداری پیشبینانه را در عمل پیادهسازی کرد. کارآمدترین راه برای انجام تعمیر و نگهداری پیش بینانه، تکنیک های پایش وضعیت است.می توان آنالیز ارتعاشات را کارآمدترین بخش پایش وضعیت دانست.
آنالیز ارتعاشات چیست؟
عبارت بسیار ساده ارتعاش یک حرکت نوسانی با دامنه کوچک است. همه اجسام دارای یک سیگنال ارتعاشی هستند که در آن هر یک از ویژگی آنها منعکس می شود. بر این اساس، هر ماشینی دارای سیگنال ارتعاشی خاص خود است که حاوی اطلاعاتی است که برای هر یک از اجزای آن ارسال می شود. به عبارت دیگر، یک سیگنال ارتعاشی گرفته شده از یک ماشین از مجموع ارتعاش هر یک از اجزای آن تشکیل شده است.
شکل 2.1: جرم آویزان روی فنر
مفهوم ارتعاش در آنالیز ارتعاشات
مؤلفه اساسی سیگنال های ارتعاشی در حوزه زمان، امواج سینوسی هستند. این ساده ترین شکل ممکن است و نشان دهنده نوسانات و ارتعاش هستند. یک نوسان را می توان به صورت فیزیکی با آزمایش زیر نشان داد: جرمی را تصور کنید که از یک فنر آویزان است مانند شکل 2.1 اگر این جرم از فاصله A رها شود، در شرایط ایده آل، حرکت هارمونیک ساده ای انجام می شود که دامنه A خواهد داشت.
حالا یک مداد و یک کاغذ به جرم ارتعاشی اضافه می کنیم تا بتواند موقعیت خود را مشخص کند. حرکت کاغذ با سرعت ثابت به سمت چپ، موجی را مانند شکل 2.2 ترسیم می کند. سه پارامتری که این نوع ارتعاش را تعریف می کنند (فرکانس، دامنه و فاز) در زیر توضیح داده شده است.
شکل 2.2: حرکت هارمونیک ساده
شکل 2.3: اندازه گیری دامنه شکل موج
مفهوم دامنه در آنالیز ارتعاشات
دامنه از نقطه نظر ارتعاش این است که یک جرم چقدر می تواند از موقعیت خنثی حرکت کند (در شکل 2.1 با 0 مشخص شده است) این اصطلاح نشان دهنده شدت ارتعاش است.
روش های مختلفی برای اندازه گیری دامنه موج وجود دارد که در شکل 2.3 نشان داده شده است. میتوان گفت که حرکت دارای دامنه پیک (pk) میلیمتر است، زیرا میدانیم که از آنجایی که منحنی متقارن است، دامنه A میلیمتر در جهت مخالف نیز وجود دارد. همچنین می توان گفت که منحنی دارای مقدار جابجایی پیک به قله (pk-pk) 2A است که مربوط به A mm به سمت بالا و A mm به سمت پایین است.
روش سوم برای توصیف دامنه، مقدار RMS نامیده می شود و کمی پیچیده تر است. این جذر میانگین مجذورات مقادیر موج است. در مورد موج سینوسی، مقدار RMS برابر با 0.707 مقدار پیک است، اما این تنها در مورد موج سینوسی معتبر است. مقدار RMS برای اندازه گیری انرژی شکل موج استفاده می شود.
مفهوم فرکانس در آنالیز ارتعاشات
مدت زمانی که طول می کشد تا جرم به نقطه A برگردد همیشه ثابت است. این زمان دوره نوسان نامیده می شود (معمولاً در ثانیه یا میلی ثانیه اندازه گیری می شود) و به این معنی است که فنر یک چرخه را کامل می کند. معکوس دوره فرکانس به عبارت دیگر ( F = 1 / P) است که به طور کلی بر حسب هرتز (چرخه در ثانیه) یا CPM (سیکل در دقیقه) داده می شود.
مفهوم فاز در آنالیز ارتعاشات
این اندازه گیری اختلاف زمانی بین دو موج سینوسی است. اگرچه فاز یک اختلاف زمانی است، اما همیشه بر حسب زاویه، درجه یا رادیان اندازه گیری می شود. این یک نرمال سازی زمان است که از یک چرخه موج کامل به عنوان مرجع، بدون در نظر گرفتن دوره زمانی واقعی آن استفاده می کند. تفاوت فاز بین دو شکل موج را افست فاز یا تغییر فاز می گویند. یک تغییر فاز 360 درجه تاخیر یک چرخه یا یک دوره موج کامل است که در واقع تغییر فاز است. تغییر فاز 90 درجه، جابجایی ¼ از دوره موج است.
تغییر فاز را می توان مثبت یا منفی در نظر گرفت. این بدان معنی است که یک شکل موج ممکن است نسبت به دیگری تاخیر داشته باشد یا ممکن است از دیگری جلوتر باشد. به این پدیده ها به ترتیب تاخیر فاز و اختلاف فاز می گویند. در مثال شکل 2.4، منحنی A نسبت به منحنی B 90 درجه جابجا شده است. این تاخیر زمانی ¼ دوره موج است. همچنین می توان گفت که منحنی A دارای اختلاف فاز 90 درجه است.
شکل 2.4: تغییر فاز بین دو سیگنال سینوسی


اهمیت آنالیز ارتعاشات در پایش وضعیت
پایش وضعیت به معنای استفاده از فناوری های پیشرفته برای تعیین وضعیت تجهیزات و پیش بینی خرابی اجزاء ماشین در نظر گرفته شده است. پایش وضعیت شامل تکنیک های مانند:
- آنالیز ارتعاشات
- آنالیز روغن
- آنالیز آلتراسونیک
- آنالیز جریان
- ترموگرافی
پایش وضعیت اغلب به عنوان یک تکنیک پیش بینانه تعمیر و نگهداری استفاده می شود. با این حال، تکنیکهای نگهداری پیشبینیکننده دیگری نیز وجود دارد که میتوان از آنها استفاده کرد، از جمله استفاده از حواس انسانی (نگاه کردن، گوش دادن، احساس، بویایی و غیره)و…
اولین دستاورد پایش وضعیت پیش بینی و بنابراین کمک به جلوگیری از خرابی های برنامه ریزی نشده تجهیزات است. مزایای استفاده از پایش وضعیت زمانی قابل توجه است که شما عمدتاً در حالت تعمیر و نگهداری برنامه ریزی شده (یا حتی عمدتاً در یک حالت سنتی تعمیر و نگهداری پیشگیرانه با فاصله زمانی ثابت،) کار می کنید.با اطمینان می توان گفت که اکثر صنایع از پایش وضعیت برای تجهیزات دوار خود استفاده می کنند تا خرابی ها را پیش بینی کنند و همچنین روش های دیگری وجود دارد که پایش وضعیت می تواند به بهبود تعمیر و نگهداری برنامه ریزی شده کمک کند. همانطور که قبلاً ذکر شد، فرصتهایی برای به حداقل رساندن زمان خاموشی کل تجهیزات با در نظر گرفتن وضعیت تولید کارخانه و ترکیب کارهای تعمیر و نگهداری برنامهریزیشده و پیش بینانه، در صورت امکان در یک خاموشی واحد وجود دارد. به عنوان مثال، اگر تجزیه و تحلیل ارتعاش نشان می دهد که خرابی بیرینگ در یک پمپ خاص قریب الوقوع است، بهتر است که وضعیت سایر اجزای پمپ (پروانه، آب بندی، خوردگی و ….) را به ترتیب ارزیابی کرد و تعیین کرد که آیا هر یک از این موارد قوق باید همزمان با بیرینگ ها تعویض یا تعمیر شوند. این فرآیند منجر به کاهش هزینه های تعمیر و نگهداری و به طور موثر کاهش توقف تولید خارج از زمانبندی می شود.
زمانی که پایش وضعیت در کنار واحد تعمیر و نگهداری در یک مجموعه صنعتی مستقر شد، مرحله بعدی بهبود و افزایش تدریجی میانگین زمان بین خرابی تجهیزات است. در حالی که این امر می تواند با تعمیر تجهیزات و اجزاء، یا تعویض آنها به دست آید.پایش وضعیت می تواند در اینجا به چند روش می تواند کمک کند،یکی از این روش ها آنالیز ارتعاشات است به عنوان مثال، ابتدا می دانیم هر چه مقادیر ارتعاشی بر روی بیرینگ بیشتر باشد، عمر مورد انتظار بیرینگ کمتر می شود. در اینجا باید تشخیص داد که منشأ ارتعاش بیرینگ از نیروهای داخلی ناشی از بیرینگ (مثلاً نیروهای ناشی از خرابی قریب الوقوع یاتاقان) است یا از نیروهای خارجی اعمال شده به بیرینگ.
با نادیده گرفتن نیروهای داخلی ناشی از بیرینگ، نیروهای خارجی زیادی میتوانند به بیرینگ ها اعمال شوند. مانند:
- عدم همراستایی
- نصب نامناسب بیرینگ ها
- نابالانسی روتور
- کاویتاسیون پمپ
- ارتعاش ناشی از جریان و …

اولین دستاورد پایش وضعیت پیش بینی و بنابراین کمک به جلوگیری از خرابی های برنامه ریزی نشده تجهیزات است. مزایای استفاده از پایش وضعیت زمانی قابل توجه است که شما عمدتاً در حالت تعمیر و نگهداری برنامه ریزی شده (یا حتی عمدتاً در یک حالت سنتی تعمیر و نگهداری پیشگیرانه با فاصله زمانی ثابت،) کار می کنید.با اطمینان می توان گفت که اکثر صنایع از پایش وضعیت برای تجهیزات دوار خود استفاده می کنند تا خرابی ها را پیش بینی کنند و همچنین روش های دیگری وجود دارد که پایش وضعیت می تواند به بهبود تعمیر و نگهداری برنامه ریزی شده کمک کند. همانطور که قبلاً ذکر شد، فرصتهایی برای به حداقل رساندن زمان خاموشی کل تجهیزات با در نظر گرفتن وضعیت تولید کارخانه و ترکیب کارهای تعمیر و نگهداری برنامهریزیشده و پیش بینانه، در صورت امکان در یک خاموشی واحد وجود دارد. به عنوان مثال، اگر تجزیه و تحلیل ارتعاش نشان می دهد که خرابی بیرینگ در یک پمپ خاص قریب الوقوع است، بهتر است که وضعیت سایر اجزای پمپ (پروانه، آب بندی، خوردگی و ….) را به ترتیب ارزیابی کرد و تعیین کرد که آیا هر یک از این موارد قوق باید همزمان با بیرینگ ها تعویض یا تعمیر شوند. این فرآیند منجر به کاهش هزینه های تعمیر و نگهداری و به طور موثر کاهش توقف تولید خارج از زمانبندی می شود.
بنابراین واضح است که افزایش ارتعاش در اثر این نیروهای تحمیل شده از بیرون می تواند به طور قابل توجهی عمر بیرینگ را کاهش دهد.در ادامه به خرابی بیرینگ و تشخیص آن به کمک نمودار FFT می پردازیم.
یکی از روش های تشخیص خرابی در آنالیز ارتعاشات تحلیل نمودارFFT (Fast Fourier Transform) است.
تجزیه و تحلیل نمودار FFT(Fast Fourier Transform) یکی از تکنیک های مورد استفاده در هنگام تجزیه و تحلیل سیگنال در چندین حوزه کاربردی است. FFT(Fast Fourier Transform) سیگنال ها را از حوزه زمان به حوزه فرکانس تبدیل می کند.
با استفاده از تجزیه و تحلیل FFT(Fast Fourier Transform)، اطلاعات سیگنال های متعدد را می توان به میزان بسیار بیشتری نسبت به هنگام بررسی داده های حوزه زمان بررسی کرد. در حوزه فرکانس، مشخصههای سیگنال توسط مؤلفههای فرکانس مستقل توصیف میشوند، که در آن حوزه زمانی با یک شکل موج توصیف میشود که شامل مجموع همه ویژگیها است و این عمر تحلیل را سخت می کند.شکل زیر نحوه دریافت سیگنال ارتعاشی در حوزه زمان و تبدیل آن به حوزه فرکانس را نشان می دهد.
تشخیص خرابی بیرینگ به وسیله آنالیز ارتعاشات
بیرینگ یک جزء جدایی ناپذیر از ماشین آلات دوار است که حرکت نسبی را فقط به حرکت مورد نظر محدود می کند و سایش بین قطعات متحرک را کاهش می دهد. برای مثال طراحی بیرینگ بدین صورت است که حرکت آزاد قسمت متحرک را به چرخش حول یک محور ثابت فراهم کند یا ممکن است با کنترل بردارهای نیروهای عادی که بر قطعات متحرک وارد می شوند از حرکت قطعات، خارج از طراحی و شرایط نرمال ماشین جلوگیری کند. اکثر بلبرینگ ها با به حداقل رساندن اصطکاک، حرکت مورد نظر را تسهیل می کنند.به همین دلیل سلامت بیرینگ های هر تجهیز اهمیت بالایی دارد.
خرابی بیرینگ یکی از رایج ترین عیوبی است که در تجهیزات دوار رخ می دهد. این عیوب اغلب توسط راه حل های پایش وضعیت و با استفاده از تحلیل طیف های بدست آمده ، قابل پیش بینی هستند.
اجزاء تشکیل دهنده بیرینگ ها شامل موارد زیر می شود:
- ساچمه و یا رولر
- حلقه داخلی
- حلقه خارجی
- قفسه
انواع مختلفی از عیوب ممکن است در بیرینگ ها ایجاد شود که میتواند باعث خرابیهای جدی در ماشین شود، بنابراین از پایش وضعیت تجهیزات به صورت برای کمک به جلوگیری از وقوع چنین مواردی استفاده میشود. با پایش وضعیت و تجزیه و تحلیل دیتاهای ارتعاشی مربوط به بیرینگ ها، میتوان قبل از هر گونه آسیب شدید واکنش نشان داد و اقدام اصلاحی انجام داد.
به عنوان مثال خرابی حلقه خارجی
خرابی حلقه خارجی بیرینگ ها معمولاً در نمودارFFT با حضور پیک های متعدد (هارمونیک ) BPFO (Ball Pass Frequency Outer Race)مشخص می شوند.
BPFO تعداد برخوردهایی که توسط ساچمه ها به یک نقطه خراب در حلقه خارجی در یک دوره چرخش شفت در فرکانس چرخش شفت صورت می گیرد را نشان می دهد.(معمولاً فرکانس BPFO از 2 تا 15 برابر دور نمایان می شود.)
با اندازه گیری سرعت چرخش RPM و محاسبه BPFO، می توان فرکانس های هارمونیک مربوطه را تعیین کرد. اگر چنین هارمونیکهایی شروع به افزایش دامنه فرکانسی کنند، میتواند نشانهای از خرابی حلقه خارجی بیرینگ باشد.
نحوه اجرای آنالیز ارتعاشات
تجهیزات دوار بخشی از تجهیزات صنعتی است که شامل گیربکس ها، ماشین های رفت و برگشتی و گریز از مرکز می شود.متداول ترین روش مورد استفاده برای عیب یابی ماشین های دوار آنالیز ارتعاشات است. اندازهگیریها را میتوان روی بدنه یاتاقانهای ماشین با سنسور های شتابسنج (مبدل لرزهای یا پیزوالکتریک) برای اندازهگیری ارتعاشات بدنه و در اکثریت قریب به اتفاق ماشینهای حیاتی، با مبدلهای جریان گردابی که مستقیماً شفتهای دوار را برای اندازهگیری شعاعی مشاهده میکنند انجام داد. سطح ارتعاش را می توان با مقادیر پایه قبلی مانند راه اندازی و خاموش شدن نئبت قبل دستگاه و در برخی موارد استانداردهای تعیین شده مانند تغییرات بار مقایسه کرد تا شدت آن را ارزیابی کند. ماشین آلات و قطعات داخلی ماشین نیز محدودیت های ارتعاش را بر اساس طراحی ماشین یا قطعات داخلی تعریف می کنند، به عنوان مثال:فرکانس خرابی بیرینگ ها
تجزیه و تحلیل طیف ارتعاشی به دست آمده یک روش پیچیده است که نیاز به آموزش و تجربه تخصصی دارد. با استفاده از فناوریهای پیشرفته که اکثریت قریب به اتفاق دادهها را به صورت خودکار ارائه میکنند و به جای دادههای خام اطلاعات را ارائه میکنند، سادهسازی میشود. یکی از روشهای رایج مورد استفاده، بررسی فرکانسهای فردی موجود در طیف است. این فرکانس ها مربوط به اجزای مکانیکی خاصی است (به عنوان مثال، قطعات مختلفی که یک یاتاقان غلتشی را تشکیل می دهند) یا نقص های خاصی (مانند نابالانسی یا ناهماهنگی کوپلینگ متصل کننده دو شفت). با بررسی این فرکانس ها و هارمونیک های آنها، متخصص CM اغلب می تواند محل و نوع مشکل و به صورت دقیق علت اصلی را نیز شناسایی کند. به عنوان مثال، ارتعاش زیاد در فرکانس مربوط به سرعت چرخش اغلب به دلیل عدم تعادل باقی مانده است و با بالانس فن دستگاه اصلاح می شود. از سوی دیگر، یک یاتاقان غلتشی که تخریب میشود، معمولاً سیگنالهای ارتعاشی را در فرکانسهای خاصی نشان میدهد که با فرسودگی شدت آن افزایش مییابد. ابزارهای آنالیز ویژه میتوانند این سایش را هفتهها یا حتی ماهها قبل از خرابی تشخیص دهند و هشدارهای زیادی را برای برنامهریزی تعویض قبل از خرابی که میتواند باعث از کار افتادن بسیار طولانیتر شود، بدهد. علاوه بر تمام سنسورها و تجزیه و تحلیل داده ها، مهم است که به خاطر داشته باشید که بیش از 80٪ تمام تجهیزات مکانیکی پیچیده به طور تصادفی و بدون هیچ ارتباطی با دوره چرخه عمر خود از کار می افتند.
اکثر ابزارهای آنالیز ارتعاشات امروزه از تبدیل فوریه سریع (FFT) استفاده می کنند که یک مورد خاص از تبدیل فوریه گسسته تعمیم یافته است و سیگنال ارتعاش را از نمایش حوزه زمانی خود به نمایش دامنه فرکانس معادل آن تبدیل می کند. با این حال، تجزیه و تحلیل فرکانس گاهی اوقات آنالیز طیفی یا تجزیه و تحلیل ارتعاشات نامیده می شود. تنها یکی از جنبه های تفسیر اطلاعات موجود در یک طیف ارتعاشی است. تجزیه و تحلیل فرکانس در ماشینهایی که از یاتاقانهای غلتشی استفاده میکنند و حالتهای اصلی خرابی آنها به تخریب آن یاتاقانها تمایل دارد، که معمولاً افزایش فرکانسهای مشخصه مرتبط با هندسه و ساختار یاتاقان را نشان میدهند، بسیار مفید است. بسته به نوع ماشین، برا تشخیص خرابیهای معمول انواع بلبرینگهای مورد استفاده، سرعت چرخش و سایر عوامل، متخصص CM ممکن است از ابزارهای تشخیصی اضافی مانند بررسی سیگنال حوزه زمان، رابطه فاز بین اجزای ارتعاش و زمانبندی استفاده کند. علامت گذاری روی شفت ماشین (اغلب به عنوان خوانش فاز شناخته می شود)، ترند سطوح ارتعاش، شکل ارتعاش، و بسیاری از جنبه های دیگر سیگنال همراه با اطلاعات دیگر از فرآیند مانند بار، دمای بلبرینگ، جریان الکتریکی، و فشار برای ارائه یک تشخیص دقیق استفاده می کنند این امر بهویژه در مورد ماشینهایی که از یاتاقانهای ژورنال به جای یاتاقانهای غلتشی استفاده میکنند صادق است. برای اینکه آنها بتوانند به این داده ها به شکل ساده تر نگاه کنند، تحلیلگران ارتعاش یا مهندسان تشخیص ماشین، تعدادی نمودار ریاضی را برای نشان دادن مشکلات ماشین و ویژگی های در حال اجرا اتخاذ کرده اند، این نمودارها شامل نمودار آبشار، نمودار قطبی و نمودار پایه زمان مدار در میان سایر موارد می باشد.
جمعآوریکنندهها و تحلیلگرهای دستی در حال حاضر در ماشینهای غیر بحرانی یا تعادلی دستگاههای کارخانه که ابزار دقیق ارتعاش آنلاین دائمی روی آنها قابل توجیه اقتصادی نیست، رایج هستند. تکنسین میتواند نمونههای دادهای را از تعدادی ماشین جمعآوری کند، سپس دادهها را در رایانه وارد کنند، جایی که تحلیلگر (و گاهی هوش مصنوعی) میتواند دادهها را برای تغییراتی که نشاندهنده خرابیها و خرابیهای قریبالوقوع است بررسی کند. برای ماشینهای بزرگتر و بحرانیتر که در آنها پیامدهای ایمنی، وقفههای تولید بهاصطلاح (از کارافتادگی)، قطعات جایگزین و سایر هزینههای خرابی قابل ملاحظهاند (که توسط شاخص بحرانی تعیین میشود)، معمولاً یک سیستم نظارت دائمی به جای اتکا به تکنسین استفاده میشود. با این حال در جمع آوری داده های دستی دوره ای ، روشها و ابزارهای تشخیصی موجود معمولاً یکسان هستند.
اغلب بازرسیهای بصری بهعنوان مؤلفه اساسی پایش وضعیت در نظر گرفته میشوند، با این حال این تنها زمانی صادق است که نتایج بازرسی را بتوان بر اساس مجموعهای از دستورالعملهای مستند اندازهگیری یا بررسی کرد. برای اینکه این بازرسیها به عنوان پایش وضعیت در نظر گرفته شوند، نتایج و شرایط در زمان مشاهده باید با هم ترکیب شوند تا امکان تجزیه و تحلیل مقایسهای در برابر اندازهگیریهای قبلی و آینده فراهم شود. عمل بازرسی بصری ساده بخشی از لوله برای وجود ترک یا نشتی را نمی توان پایش وضعیت در نظر گرفت مگر اینکه پارامترهای قابل اندازه گیری برای پشتیبانی از بازرسی وجود داشته باشد و مقایسه نسبی با بازرسی های قبلی انجام شود. عملی که جدا از بازرسیهای قبلی انجام میشود، ارزیابی وضعیت محسوب میشود، فعالیتهای پایش وضعیت مستلزم آن است که تجزیه و تحلیل با دادههای قبلی مقایسه شود و روند آن مقایسه گزارش شود.
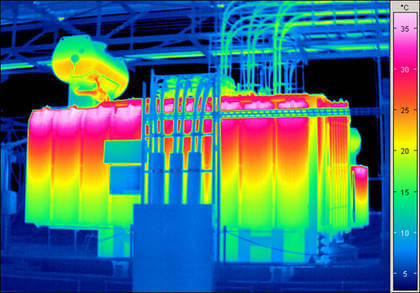
تغییرات جزئی دما در ابعاد یک سطح را می توان با بازرسی بصری وتست غیر مخرب و با ترموگرافی کشف کرد. گرما نشاندهنده خرابی قطعات، بهویژه تماسها و ترمینال های الکتریکی است. ترموگرافی همچنین میتواند با بازدهی بالا در یاتاقانهای دوربالا، کوپلینگهای فلنجی، غلتکهای نوار نقاله، و ساخت مخازن ذخیرهسازی استفاده شود.
یک میکروسکوپ الکترونی میتواند از نمونهای از ذرات معلق در روغن روانکننده (که از فیلترها یا آشکارسازهای تراشههای مغناطیسی گرفته شدهاند) عکسی بگیرد. سپس ابزارها عناصر موجود، نسبت و اندازه و مورفولوژی آنها را نشان می دهند. با استفاده از این روش مکان، مکانیسم شکست مکانیکی و زمان شکست نهایی ممکن است تعیین شود. این روش تجزیه و تحلیل ذرات سایش نامیده می شود.
تجزیه و تحلیل طیف روغن که ترکیب شیمیایی روغن را آزمایش می کند، می تواند برای پیش بینی حالت های شکست استفاده شود. به عنوان مثال، محتوای سیلیکون و آلومینیوم بالا نشان دهنده آلودگی خاک یا شن (سیلیکات آلومینیوم) و غیره است و سطوح بالای آهن نشان دهنده ساییدگی قطعات است. بهطور جداگانه، عناصر نشانههای دقیقی را ارائه میدهند و وقتی با هم استفاده میشوند، میتوانند با دقت بسیار زیادی حالتهای خرابی را تعیین کنند. برای موتورهای احتراق داخلی، وجود آهن (بوش)، آلومینیوم (پیستون) و کروم (رینگ) نشان دهنده سایش سیلندر بالایی است.
التراسونیک را می توان برای کاربردهای مکانیکی با سرعت بالا و سرعت آهسته و برای موقعیت های مایع با فشار بالا استفاده کرد. دستگاه التراسونیک دیجیتال سیگنال های فرکانس بالا را از یاتاقان ها اندازه گیری می کند و نتیجه را به صورت مقدار dBuV (دسی بل در هر میکروولت) نمایش می دهد. این مقدار در طول زمان تغییر میکند و برای پیشبینی افزایش اصطکاک، سایش، ضربه و سایر عیوب بلبرینگ استفاده میشود. مقدار dBuV همچنین برای پیش بینی فواصل مناسب برای روغن کاری مجدد استفاده می شود. مانیتورینگ التراسونیک ، اگر به درستی انجام شود ثابت می کند که یک فناوری عالی برای تجزیه و تحلیل ارتعاشات است.
هدفون به انسان این امکان را می دهد که به التراسونیک نیز گوش دهد. صدای وزوز بالا در یاتاقان ها نشان دهنده نقص در سطوح تماس است و هنگامی که انسداد جزئی در سیالات فشار بالا رخ می دهد روزنه باعث ایجاد مقدار زیادی نویز اولتراسونیک می شود. التراسونیک در روش Shock Pulse پایش وضعیت استفاده می شود.
تجزیه و تحلیل جریان که در آن بازده فیزیکی، عملکرد یا شرایط با مقایسه پارامترهای واقعی در برابر یک مدل ایده آل یافت می شود. عدم بهبود معمولاً علت تفاوت در قرائت هاست. پس از موتورها، پمپ های سانتریفیوژ رایج ترین ماشین ها هستند. پایش وضعیت با یک آزمایش ساده سر جریان در نزدیکی نقطه ورود برق با استفاده از اندازهگیریهای تکرارپذیر مدتهاست مورد استفاده قرار میگیرد، اما میتواند به طور گستردهتری مورد استفاده قرار گیرد. توسعه این روش را می توان برای محاسبه بهترین زمان تعمیرات اساسی پمپ بر اساس متعادل کردن هزینه تعمیرات اساسی در برابر افزایش مصرف انرژی که با فرسودگی پمپ رخ می دهد، استفاده کرد. توربینهای گازی هوانوردی نیز معمولاً با استفاده از تکنیکهای تحلیل جریان با سازندگان تجهیزات اصلی مانند رولز رویس plc نظارت میشوند که به طور معمول ناوگان موتورهای هواپیما را تحت قراردادهای خدمات طولانی مدت ،بستههای Total Care نظارت میکنند.
شاخص بحرانی ماشین آلات به کمک آنالیز ارتعاشات
شاخص بحرانی اغلب برای تعیین درجه پایش وضعیت در یک ماشین معین با در نظر گرفتن هدف ماشینها، جایگزینی (به عنوان مثال اگر ماشین از کار بیفتد، آیا ماشین آماده به کار وجود دارد که میتواند آن را جایگزین کرد)، هزینه تعمیر، اثرات خرابی، مسائل بهداشتی، ایمنی و محیط زیست و تعدادی از عوامل کلیدی دیگر. شاخص بحرانی همه ماشینها را در یکی از سه دسته قرار میدهد:
ماشین های حیاتی
ماشینهایی که برای کارخانه یا فرآیند حیاتی هستند و بدون آنها کارخانه یا فرآیند نمیتواند کار کند. ماشینهای این دسته شامل توربینهای بخار یا گاز در یک نیروگاه، پمپهای صادرات نفت خام در یک سکوی نفتی یا کراکر در یک پالایشگاه نفت هستند. با توجه به اینکه ماشین آلات حیاتی در قلب فرآیند قرار دارند، مشاهده میشود که نیاز به نظارت کامل بر روی وضعیت برای ثبت مداوم دادههای تا حد امکان از دستگاه بدون توجه به هزینه دارد و اغلب توسط کارخانه مشخص میشود. اندازه گیری هایی مانند بار، فشار، دما، ارتعاش وجابجایی محوری و شعاعی شفت، سرعت و انبساط دیفرانسیل در صورت امکان انجام می شود. این مقادیر اغلب به یک بسته نرمافزاری مدیریت ماشینآلات بازگردانده میشوند که میتواند دادههای قبلی را تغییر دهد و اطلاعاتی مانند دادههای عملکرد را در اختیار اپراتورها قرار دهد و حتی خطاها را پیشبینی کند و تشخیص خرابیها را قبل از وقوع آنها ارائه دهد.
ماشین آلات اساسی
واحدهایی که بخش کلیدی فرآیند هستند، اما اگر شکستی وجود داشته باشد، روند همچنان ادامه دارد. واحدهای اضافی (در صورت وجود) در این حوزه قرار می گیرند. آزمایش و کنترل این واحدها نیز برای حفظ برنامه های جایگزین در صورت شکست ماشین آلات حیاتی ضروری است.
ماشین آلات نرمال
این ها ماشین هایی هستند که باقیمانده کارخانه را تشکیل می دهند و معمولاً با استفاده از جمع آوری کننده داده های دستی همانطور که قبلا ذکر شد برای ایجاد تصویری از سلامت دستگاه به طور دوره ای نظارت می شوند.
جهت کسب اطلاعات بیشتر از خدمات مربوط به آنالیز ارتعاشات، الاینمنت لیزری و ... با کارشناسان مجرب آکوپایش تماس بگیرید.